




上沅工程技术(舟山市分公司)自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了 聚硫密封胶;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为浙江舟山及周边认可的 聚硫密封胶制造商。


本发明的具体步骤如下:
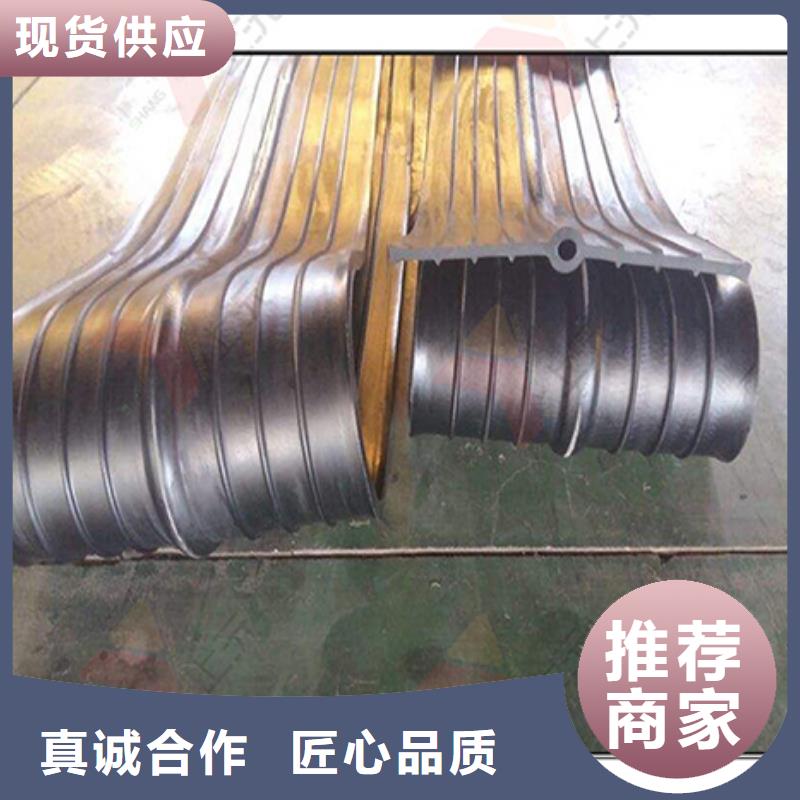
第1步,连接钢边止水带时,先打磨钢边止水带端部约200mm以上长度范围的橡胶,中间弹性胶圈圆环。
第2步,对准相邻两段钢边止水带的橡胶部分将它们搭接200mm以上,使用工业用橡胶胶水,例如801胶水,将橡胶部分粘结。然后可使用锤子敲打橡胶部分,使橡胶部分粘结牢固。
第3步,使用夹板临时固定上述的粘结钢边止水带,待胶水凝固粘牢后,拆除夹板。
第4步,使用电钻在所述的相邻两段钢边止水带的钢边上钻眼,再用铆钉枪将两段钢边止水带的钢边铆接在一起,增加其抗拉力和上下密贴。
第5步,钢边止水带连接牢固后,可将该钢边止水带放置到设计施工缝位置,再用型钢夹板固定,经验收合格后浇筑混凝土,待混凝土凝固强度达到2.5Mpa后,拆除型钢夹板,施工结束。



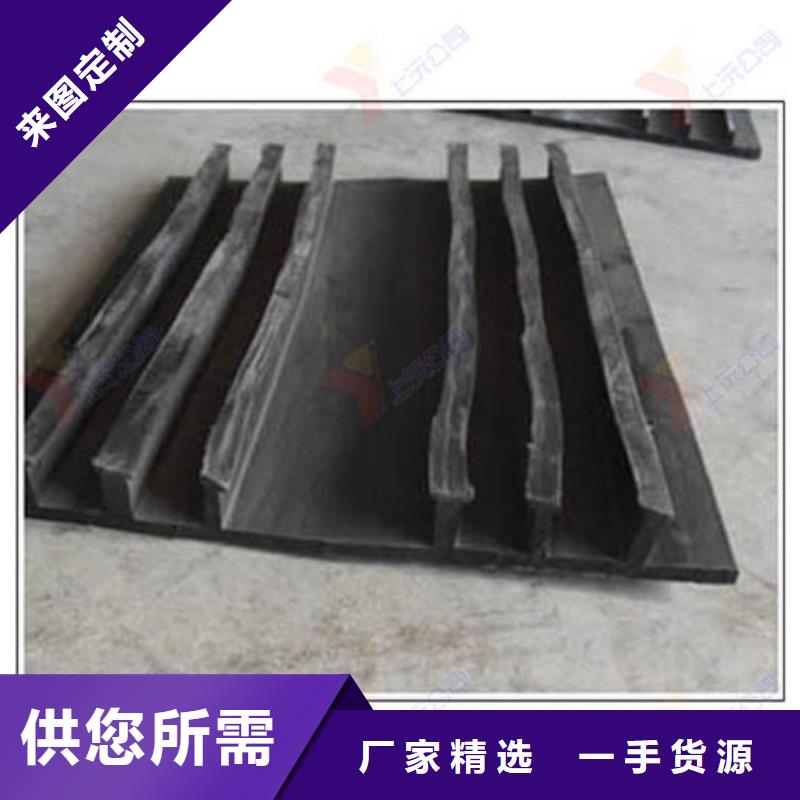
分类:止水带按材料分为橡胶止水带、塑料(PVC)止水带、钢板止水带、橡胶加钢边止水带。按厚度分:主要设置在分部施工缝处,以增加两次混凝土施工结合面积,主要来满足施工缝防水要求,应按其厚度分别采用折叠咬接或搭接.衡水上沅工程橡胶生产橡胶支座,橡胶止水带,桥梁伸缩缝,盆式橡胶支座的企业,同时提供各种盆式橡胶支座,桥梁伸缩缝,橡胶支座,橡胶止水带报价及工程施工方案。



千斤顶二次加压是将模具缝隙加压至设计钢边橡胶止水带断面,加压后保持模具温度在140~150℃之间,时间约20~30分钟即可开模。开模检查如检查发现生胶片熔合不饱满,存在缺胶、开裂、分层等现象需返回至步骤1重新开始钢板橡胶止水带的端头热熔接。如检查发现橡胶止水带接头处熔合饱满,不脱胶可以进行下一步骤。将已熔接好的钢边止水带的钢边连接处用钉子或钢丝连接好,或将此接头连接处的钢边焊接牢固。再次检查接头的熔接质量和钢边的连接质量,质量合格后可将熔接后的钢边橡胶止水带放置至温度降至常温后,开始钢边橡胶止水带在施工缝处的加固安装。



1.我公司生产的300×8中埋式651型橡胶止水带是采用 标准GB18173.2-2000标准组织生产的,尺寸公差一律按 标准执行,如用户有特殊要求,可按用户要求制造。2.300×8中埋式651型橡胶止水带型号以分类别分类编号,以方便设计参考和用户定货。3.我公司可按用户要求生产各种形状、尺寸的3000×8中埋式651型橡胶止水带,另外还可为不同工程、不同部位的需要备有十字型、丁字型、斜度型和内外转角型产品,可适用于任何设计要求。4.300×8中埋式651型橡胶止水带在运输时,应要避免阳光直射,勿与热源、油类及有害溶剂接触。成品应取直平放,勿加重压。存放场所保持-10-+30,相对湿度40%-80%。
