



联系我们

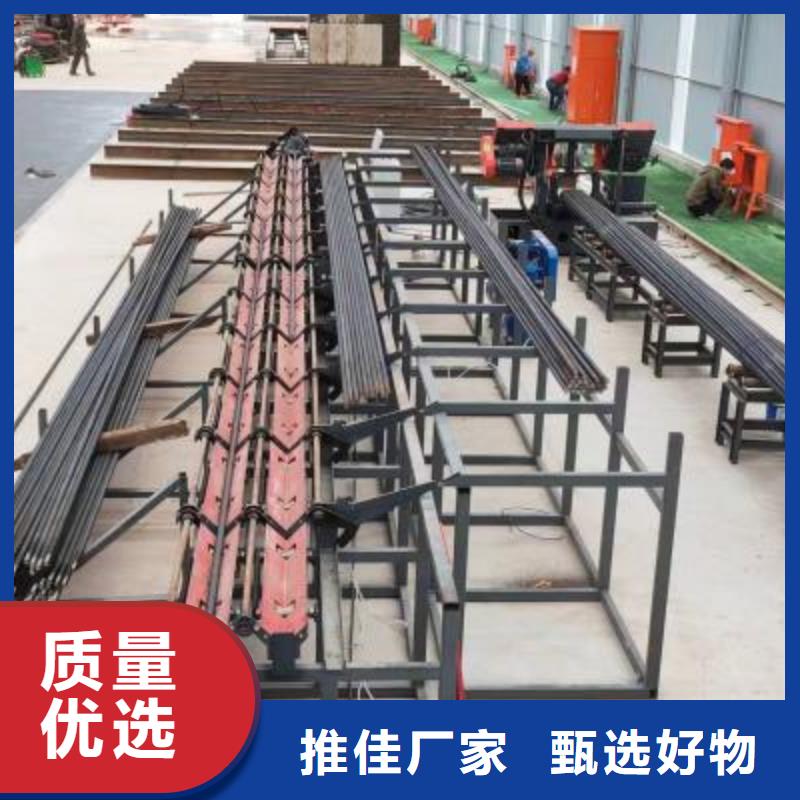
数控钢筋自动滚丝生产线价格合理
更新时间:2025-05-31 02:48:49 ip归属地:安顺,天气:阵雨转小雨,温度:15-21 浏览次数:34 公司名称: 建贸机械 (安顺市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |








锯床带锯条切偏切斜的原因:
首先:带锯条的张紧力不够。这点容易处理,就是挑选数控锯床的时候,要挑选带有张紧绷簧维护的张紧组织,这么要比一般直接硬上的要强许多。一起切成捆锯切时,也要留意张紧力度的挑选。 其次:合金块是不是磨损。合金片?简单说就是带锯床上两个支臂下夹锯条的铁块,两头各有两块,用来夹持锯条用的,主要意图是确保锯条在同一水平线上,以确保锯切的精度。
合金块也算属于消耗品,仅仅相对经用一些罢了,但也有必要定时查看。
:调整支臂间的距离。这是个细节问题,比方你买了个直径130的锯床,正本用来是切开相对大料的,可究竟也有小料嘛,比方80的料,这个时分,疑问就呈现了,你会发现因未及时调整,致使大锯床切开小料的现状。这就致使因距离过长,拉力上就不会均匀,虽然带锯床合金片有起到坚持精度的意图,但因带锯床支臂距离过大,抵消了其效果,这么不小心就呈现了切偏的问题了。



在带锯床各导向定位在正切的情况卜,应不会形成过早切斜现象。 从金属带锯床旧锯条的背部磨损卷边现象推测,可能存在切削效率过高,从而导致齿尖过快磨损出现切斜。 要求较大的容屑空间锯割硬材料或薄板薄管时应选用细齿锯条
切削三要素可能存在匹配不合理(线速度、进给压力、进给速度),所以切削加工时易产生齿部刃口过早磨损后而发生切斜失效。 不排除导向块表而存在不平整以及夹紧间隙调整不当,从而导致带锯条齿尖切削方向相对工作台为不垂直状(以工作台为基面用角尺检测锯条张紧后不成垂直状,简称上空或下空),从而形成齿尖、带体表而切削时受力磨损不匀,引发机用锯条出现过早切斜失效。只要以为可能是导致毛病的零部件


俗称“切屑焊点”
1、切削液不当或根本无切削液
2、切削液水、油比例失调
3、锯带线速度太快、进给太猛
4、清屑刷磨损
5、选齿失误 1、选择正确的切削液
2、调节水、油比例
高合金5:1;低合金、碳钢10:1
3、适当减小锯带线速度,调节进刀量/进给量
4、更换清屑刷
5、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
背部出现T形截面(蘑菇状) 1、进给太大
2、导向臂分开太宽
3、锯轮、法兰与锯带磨擦太大
4、锯齿太小,不适合下料工件
5、导向部分磨损或被卡死
6、锯带张力不够 1、适度减小进给量
2、调整导向臂在适当位置
3、调整锯轮,磨擦
4、根据工件大小,几何形状选齿
5、调节张力,更换导向块
6、适当增大锯带张力


建贸机械 (安顺市分公司)位于老城镇。本公司是一家专业开发设计生产 智能压浆批发。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。

