联系我们

当前位置:
天津 阔恒兴旺国际贸易有限公司(温州分公司) >
温州本地今日新闻
钢结构_倒角紫铜排优选厂家
更新时间:2025-05-25 07:55:18 ip归属地:温州,天气:多云,温度:18-25 浏览次数:9 公司名称:天津 阔恒兴旺国际贸易有限公司(温州分公司)
以下是:钢结构_倒角紫铜排优选厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 品牌 | 大厂家 |
| 用途 | 广泛 |
以下是:钢结构_倒角紫铜排优选厂家的图文视频




钢结构_倒角紫铜排优选厂家,阔恒兴旺国际贸易有限公司(温州分公司)为您提供钢结构_倒角紫铜排优选厂家产品案例,联系人:杨经理,电话:022-26808329、13920698558,QQ:1114015854,发货地:北辰区韩家墅钢材市场。 浙江省,温州市 温州市现境古为瓯地,也称东瓯,太宁元年(323年)建郡,为永嘉郡,传说建郡城时有白鹿衔花绕城一周,故名鹿城,上元二年(675年)始称温州,已有2000余年的建城历史。温州是历史文化名城,素有“东南山水甲天下”之美誉,境内有雁荡山、江心屿、楠溪江、铜铃山、百丈漈、南麂列岛、百岛洞头等景点。温州市是中国民营经济先发地、中国数学家的摇篮、中国南戏的故乡、中国鞋都,温州人被国人称之为东方犹太人;是改革开放的前沿阵地,设有温州市金融综合改革试验区,是中国14个首批沿海开放城市之一。
想要深入了解钢结构_倒角紫铜排优选厂家产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:钢结构_倒角紫铜排优选厂家的图文介绍
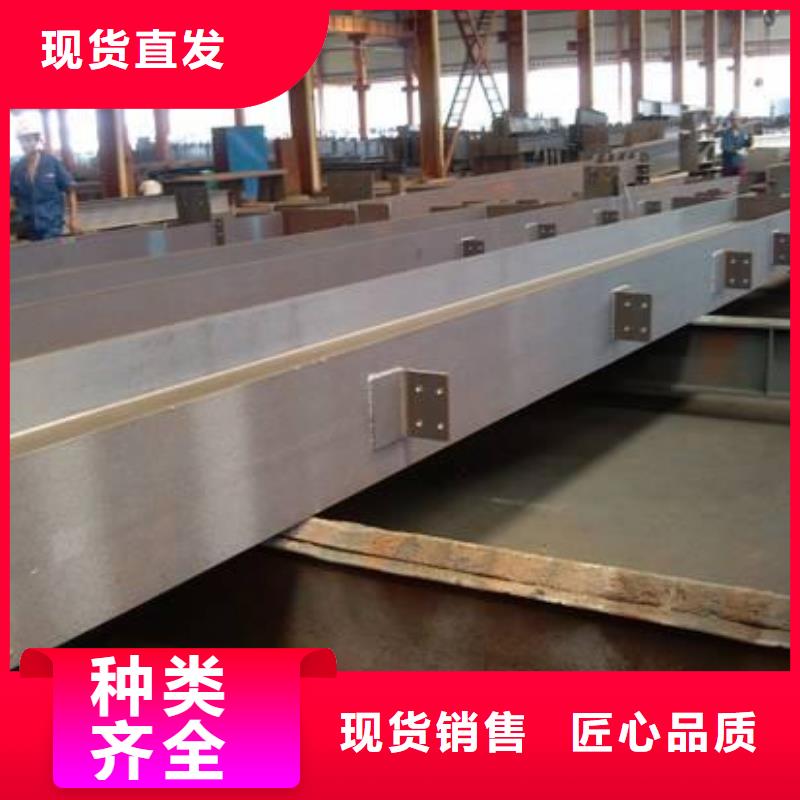
产品细节图

5、焊条种类几种
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。
大体有十几种:碳钢焊条、低合金钢焊条、钼和铬钼耐热钢焊条、低温钢焊条、不锈钢焊条、堆焊焊条、铸铁焊条、镍及镍合金焊条、铜及铜合金焊条、铝及铝合金焊条及特殊用途焊条。
6、焊缝缺陷:
(1)未焊透:母体金属接头处中间(X坡口)或根 部(V、U坡口)的钝边未完全熔合在一起而留下的局部未熔合。未焊透降低了焊接接头的机械强度,在未焊透的缺口和端部会形成应力集中点,在焊接件承受载荷时容易导致开裂。
(2)未熔合:固体金属与填充金属之间(焊道与母材之间),或者填充金属之间(多道焊时的焊道之间或焊层之间)局部未完全熔化结合,或者在点焊(电阻焊)时母材与母材之间未完全熔合在一起,有时也常伴有夹渣存在。
(3)气孔:在熔化焊接过程中,焊缝金属内的气体或外界侵入的气体在熔池金属冷却凝固前未来得及溢出而残留在焊缝金属内部或表面形成的空穴或孔隙,视其形态可分为单个气孔、链状气孔、密集气孔(包括蜂窝状气孔)等,特别是在电弧焊中,由于冶金过程进行时间很短,熔池金属很快凝固,冶金过程中产生的气体、液态金属吸收的气体,或者焊条的焊剂受潮而在高温下分解产生气体,甚至是焊接环境中的湿度太大也会在高温下分解出气体等等,这些气体来不及析出时就会形成气孔缺陷。尽管气孔较之其它的缺陷其应力集中趋势没有那么大,但是它破坏了焊缝金属的致密性,减少了焊缝金属的有效截面积,从而导致焊缝的强度降低。


四、典形节点的焊接顺序和工艺参数
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;
(1)上下柱无耳板侧由两名焊工在两侧对称焊至板厚的1/3处时,切去耳板。
(2)然后在切去耳板侧由两名焊工在两侧对称焊至板厚的1/3处。
(3)再由两名焊工分别承担相邻两面的焊接。
(4)每两层之间焊道的接头应相互错开,两名焊工焊接的焊道接头也要注意每层错开,焊接过程中要注意检测层间温度。
(5)焊接工艺参数:
CO2气保焊:焊丝直径Φ1.2mm,电流280~320A,焊速350~450mm/min
焊丝伸出长度:约20mm,气体流量25~80L/min,
电压29~34V,层间温度120~150℃
五、柱—梁、梁—梁节点
(1)先焊梁的下翼缘,梁腹板两侧的翼缘焊道要保持对称焊接。
(2)待下翼缘焊完,然后焊接上翼缘。
(3)如翼缘板厚大于30mm时,宜上下翼缘轮换施焊。
(4)焊接工艺参数:
CO2气保焊:焊丝直径φ1.2mm,电流280~360A,焊速300~500mm/min
焊丝伸出长度约20 mm,气体流量20~80L/mm
电压30~38V,层间温度120~150℃
以钢材制作为主的结构,是主要的建筑结构类型之一。钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;



公司实力

阔恒兴旺国际贸易有限公司(温州分公司)始终坚持以用户至上,质量至上,信誉至上,服务至上为经营方针,我们将以优良的 C1221紫铜产品和好的服务与各界朋友真诚合作,共图发展,并且以优越的条件与贡献社会的理念,竭诚欢迎广大新老客户来我公司视察,探讨合作,我们将竭尽全力为您提供服务,携手共进,共创辉煌!

在浙江省温州市采购钢结构_倒角紫铜排优选厂家请认准阔恒兴旺国际贸易有限公司(温州分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:杨经理-13920698558,QQ:1114015854,地址:北辰区韩家墅钢材市场)。